|
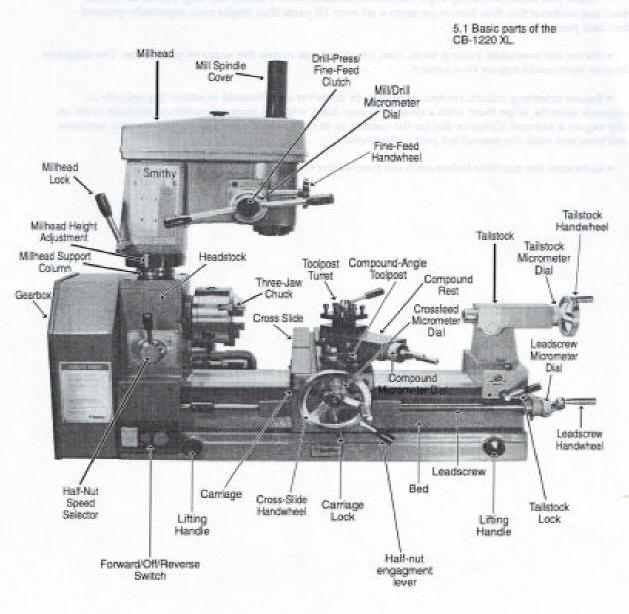
Bed
The bed is the
machine’s foundation. It is heavy, strong, and built for
absolute rigidity. The two ways on the top are the
tracks on which the carriage and tailstock travel. To
maintain an exact relationship between tool point and
work piece from one end of the machine to the other, the
ways must be absolutely true and accurately aligned to
the line of centers and to one another.
Carriage
The carriage consists
of the saddle and apron. It moves by hand or power along
the bed, carrying the cross slide, compound rest, and
tool post. Its function is to support the cutting tool
rigidly and move it along the bed for different
operations. It locks into place by tightening the
carriage lock under the cross-slide hand wheel.
Change gears
The change gears cut
different thread pitches. They also determine the feed
rate. Five change gears come installed on the machine;
others are packed with it.
Compound rest
Mounted on the cross
slide, the compound rest swivels to any angle horizontal
to the lathe axis to produce bevels and tapers. Cutting
tools fasten to a tool post on the compound rest. The
calibrations on the front of the base are numbered in
degrees from 60° right to 60° left.
Cross slide
The F-slotted cross
slide moves crosswise at 90° to the lathe axis by
manual turning of the cross-feed screw hand-wheel. It
also serves as the milling table.
Drill-press and fine-feed clutch
Pushing in the
drill-press clutch engages the fine feed. To work the
clutch, release the spring tension by rotating the
drill-press handles clockwise. Pull the clutch out to
use it as a drill press or push it in to use the fine
feed. Use the fine-feed hand wheel to move the quill up
and down.
Forward / Off / Reverse switch
This is the main switch
used to operate the lathe it is simply a forward /
reverse switch for the motor. The motor turns
counterclockwise for normal lathe operation and
clockwise for normal milling and drilling.
Gearbox
The gearbox houses the
belts that drive the spindle and change gears for the
power feed. Select the thread pitch (for threading) or
the feed rate (for turning) by changing the four change
gears on the right side of the gearbox.
Half-nut engagement lever
This lever, located on
the apron, transmits power to the carriage when rotated
9O° to the right.
Half-nut speed selector
The two-speed selector
for powering the lead screw is on the front of the
headstock. The lead screw turns twice as fast in the II
position as in the I position.
Headstock
The headstock, which is
secured to the bed, houses the gears that drive the
power feed and the taper bearings that secure the lathe
spindle.
Lathe belt tensioner
To adjust the lathe
belt, pull the tensioner handle forward to tighten the
belt, back to loosen it.
Lathe/mill/drill clutch
The lathe/null/drill
clutch is inside the gearbox. A three-position clutch,
it transfers power to either the lathe or the mill, but
not to both at the same time. To engage it, rotate it
slowly while pushing Sight or pulling on the clutch
sleeve. Pulling it to the left runs the lathe, to the
right (all the way in) runs the mill/drill. The middle
is neutral.
Lathe spindle
The end of the lathe
spindle facing the tailstock is the spindle nose. The
spindle nose, which has an MT4 taper, rotates the work
piece and drives lathe chucks and other work holding
devices. All attachments, such as three and four-jaw
chucks, bolt to the spindle flange either directly or
via an adapter plate.
Lead screw
The lead screw, which
runs the length of the bed, moves the carriage for lathe
turning or thread cutting. It works both manually and
under power. You can also use it manually with the mill.
Locks
Locks on the cross
slide, carriage, quill, and tailstock (two), keep them
from moving. During machining, lock all locks except
the one on the part you want to move.
Micrometer dial collars
Just inside the handles
of the tailstock, cross feed, drill press, compound
feed, and lead screw there are collars calibrated in
inches. The compound feed, lead screw, and cross feed
are calibrated in two-thousandths, the tailstock in
thousandths, and the drill press in 4O-thousandths.
These micrometer dial
collars can move independently around the handle shafts.
This independent motion is called float. Floating dials
on the cross slide, tailstock, and lead screw let you
zero the collars at any point and read the feed travel
from that point on the dial for added accuracy.
Mill-belt tensioner
To adjust the mill belt
, swing the roller assembly to the front and place the
belt on the back of the roller. Loosen the roller
assembly and slide it back and forth in its slot.
Millhead height adjustment
Unlock the mill-head
lock and place the height adjustment handle in one of
the three holes in the black collar. Turn the collar to
raise and lower the mill head.
Mill spindle
The mill spindle
attaches to the quill, which moves fri and out of the
head. The quill lock keeps the quill still when you
install or remove tools from it and while milling
horizontally. Usually, tools fit into collets that
attach through the spindle via drawbars.
Tailstock
The tailstock, which
provides right-end support for the work, moves along the
bed and can stop at any point. It has an MT3 taper and
holds centers, drills, reamers, taps, and other tools.
To move the tailstock spindle, turn the tailstock hand
wheel.
To offset the
tailstock, adjust the two base-locking bolts. To offset
to the left, loosen the left adjusting bolt arid tighten
the right. To offset to the right, loosen the right
adjusting bolt and tighten the left.
|